3D.aero - Where Quality Meets Innovation.
Empowering Precision, Elevating Automation.
Erfahre mehr-
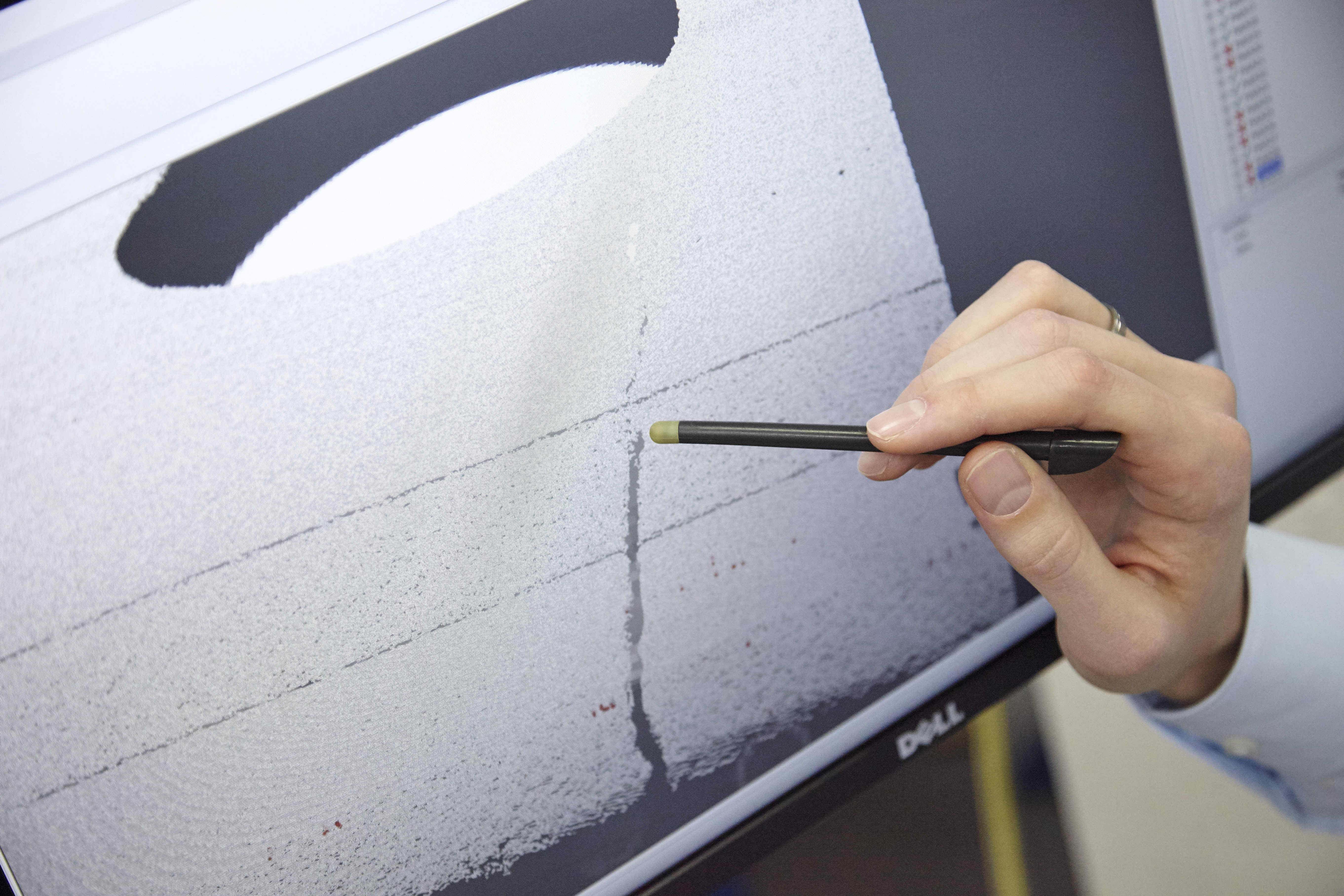
HP-X
HP-X Hochgenaue Oberflächenmessung für jede Anwendung
-
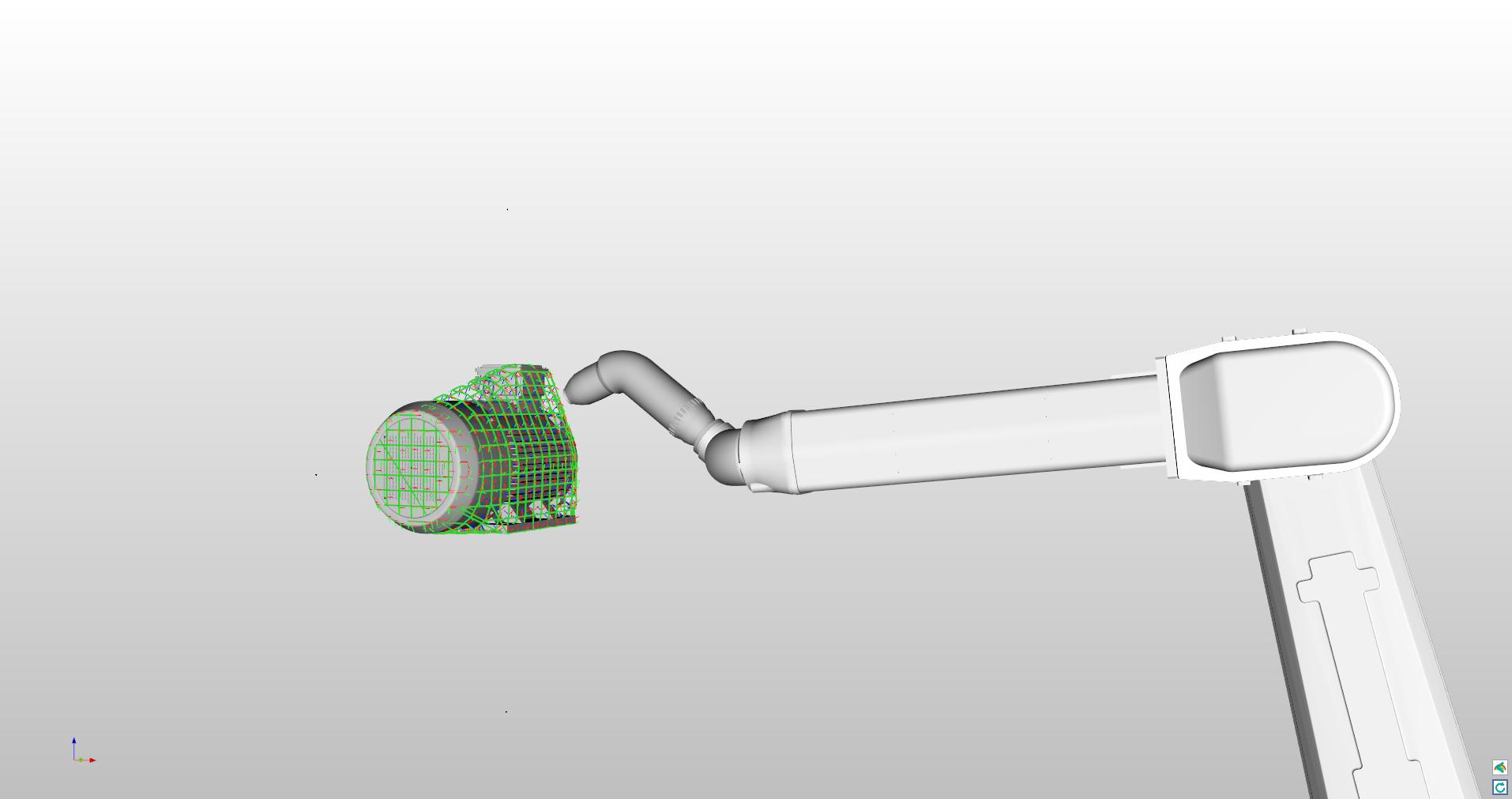
3D Positionserkennung
Weltneuheit in der Lackiertechnik
-

Großstrukturvermessung
Große Bauteile kosteneffizient vermessen
-
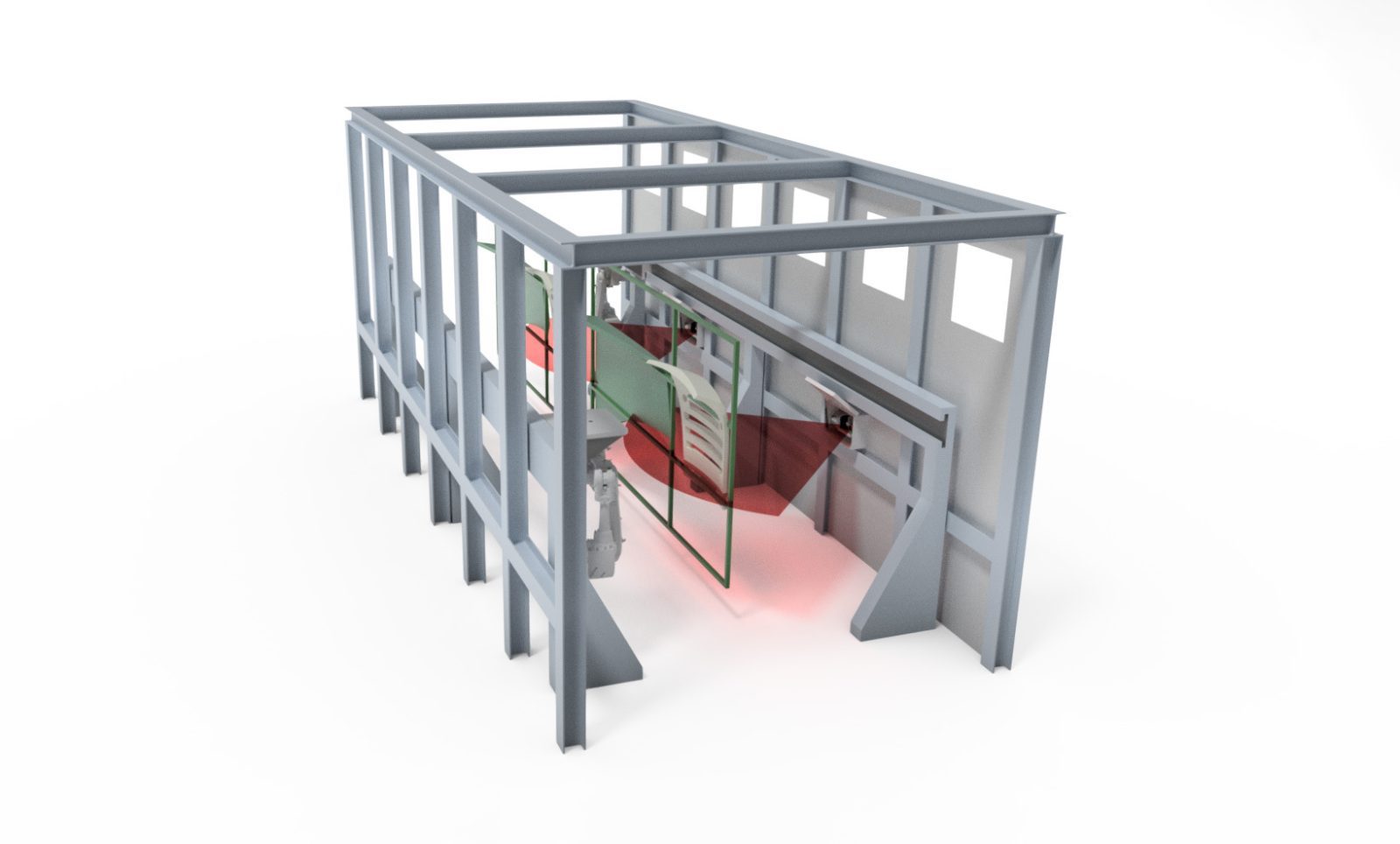
PaintPilot
Automatische Bahnplanung für industrielle Roboterbeschichtung
-

HP-AX - Automatic
Vollautomatische Inspektion mit einem Knopfdruck
Inspektionssysteme für die Produktion und Instandhaltung von morgen

Unsere Lösungen ermöglichen eine Qualitätssicherung mit hoher Zuverlässigkeit, Genauigkeit und Autonomie, wie beispielsweise hochgenaue Oberflächeninspektion, 3D Bauteilvermessung und -identifikation oder Überwachung des Montagefortschritts.
Sie haben eine eigene Applikation im Kopf? Dann fordern Sie uns heraus und profitieren Sie von unserem Know-how im Bereich industrieller Messtechnik und Automatisierung!
-
3D Bauteilidentifikation
Zuverlässige Identifikation komplizierter Komponenten
Erfahre mehr -
Mobile Inspektion
Inspektions-Assistent zur Unterstützung manueller Tätigkeiten
Erfahre mehr -
HP-AX - Automatic
Vollautomatische Inspektion mit einem Knopfdruck
Erfahre mehr -
3D Positionserkennung
Kompromisslose Präzision im Automatisierungprozess
Erfahre mehr -
3D Großstrukturvermessung
Große Bauteile kosteneffizient vermessen
Erfahre mehr -
Automatische Schraubsysteme
Kraftkontrollierte Schraubvorgänge und hochgenaue Qualitätskontrolle
Erfahre mehr
360° Qualität
Wir unterstützen Sie auf dem Weg in die automatisierte Inspektion und die autonome Produktion der Zukunft. Von 3D Oberflächeninspektionen im Mikrometer-Bereich über KI-unterstützte und mobile Inspektionsprozesse bis hin zu großflächiger Bauteilvermessung deckt unser Portfolio ein breites Spektrum messtechnischer Anwendungen ab. Vergleichbar mit der Transformation vom realen Bauteil über die Punktewolke hin zum farbigen PXL+ ™ Datensatz, betreuen wir Sie im Prozess von der Ideenfindung über die Entwicklung bis zur Lieferung der schlüsselfertigen Anlage. Unser größtes Ziel ist Ihre Zufriedenheit!
Erfahre mehr

Unsere Expertise

-
Sensorik
Umfassendes Know-how in industrieller 2D und 3D Messtechnik unabhängig von Herstellern
-
Algorithmik
Wir kombinieren klassische Bildverarbeitung mit künstlicher Intelligenz zum autonomen System
-
Automatisierungssoftware
Hauseigene Software „3D.OS“ zur Automatisierung, Inspektion, Detektion und Klassifikation
-
Systemintegration
Von der Konstruktion, über die Fertigung bis zum CE-Zertifikat alles aus einer Hand
-
Forschungsnähe
Wissenschafts- und anwendungsorientierte Forschung mit industriellem Technologietransfer
Unsere 3D.Vorgehensweise
Interesse geweckt? Ich bin gerne für Sie da!
“Lernen Sie unsere praxisnahe und lösungsorientierte Arbeitsweise kennen, die mit der unkomplizierten Erprobung neuer Ideen im kleinen Rahmen beginnt und zur Umsetzung einer zertifizierten Automatisierungslösung führt.“
– Michael Ernst, Vertriebsleitung
Ich freue mich auf den Austausch!
